

product
产品中心
光纤激光切割机
Laser Cutting Machine
-
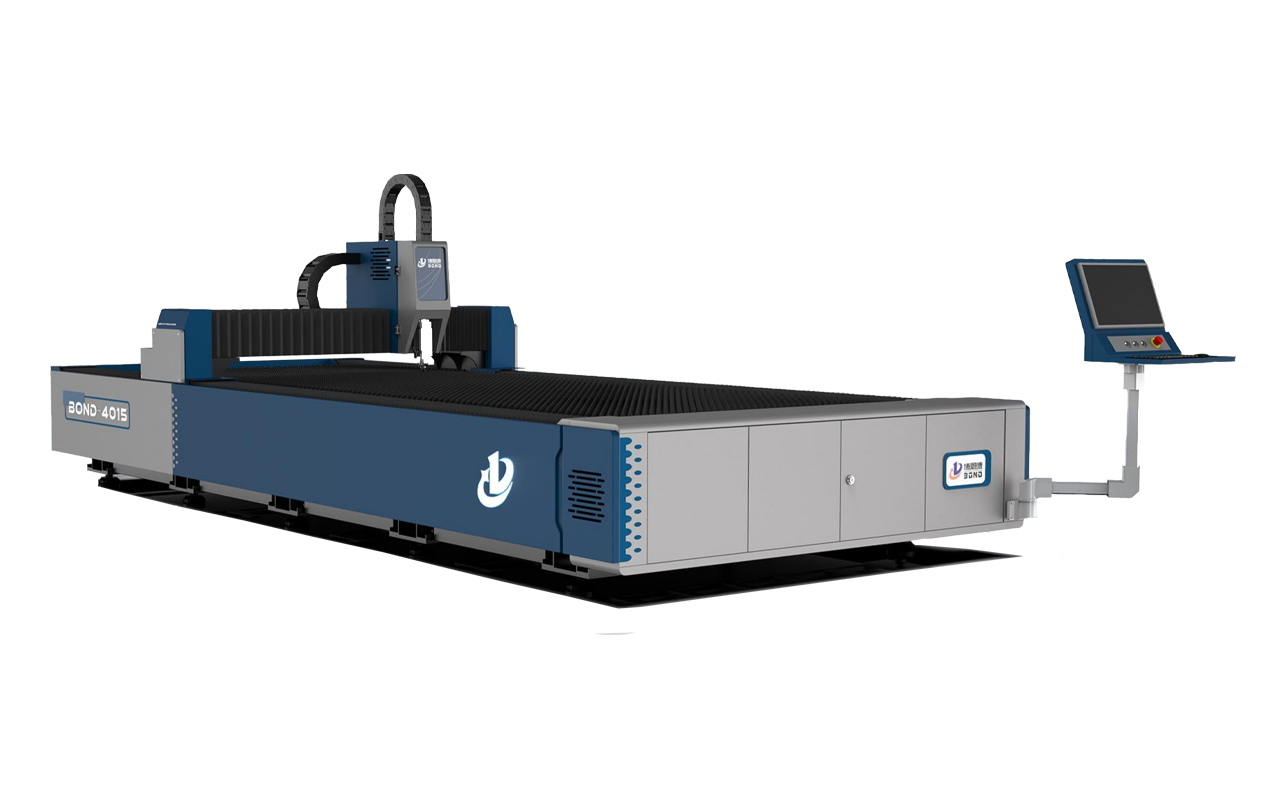
单平台光纤激光切割机
Single platform laser cutting machine
-
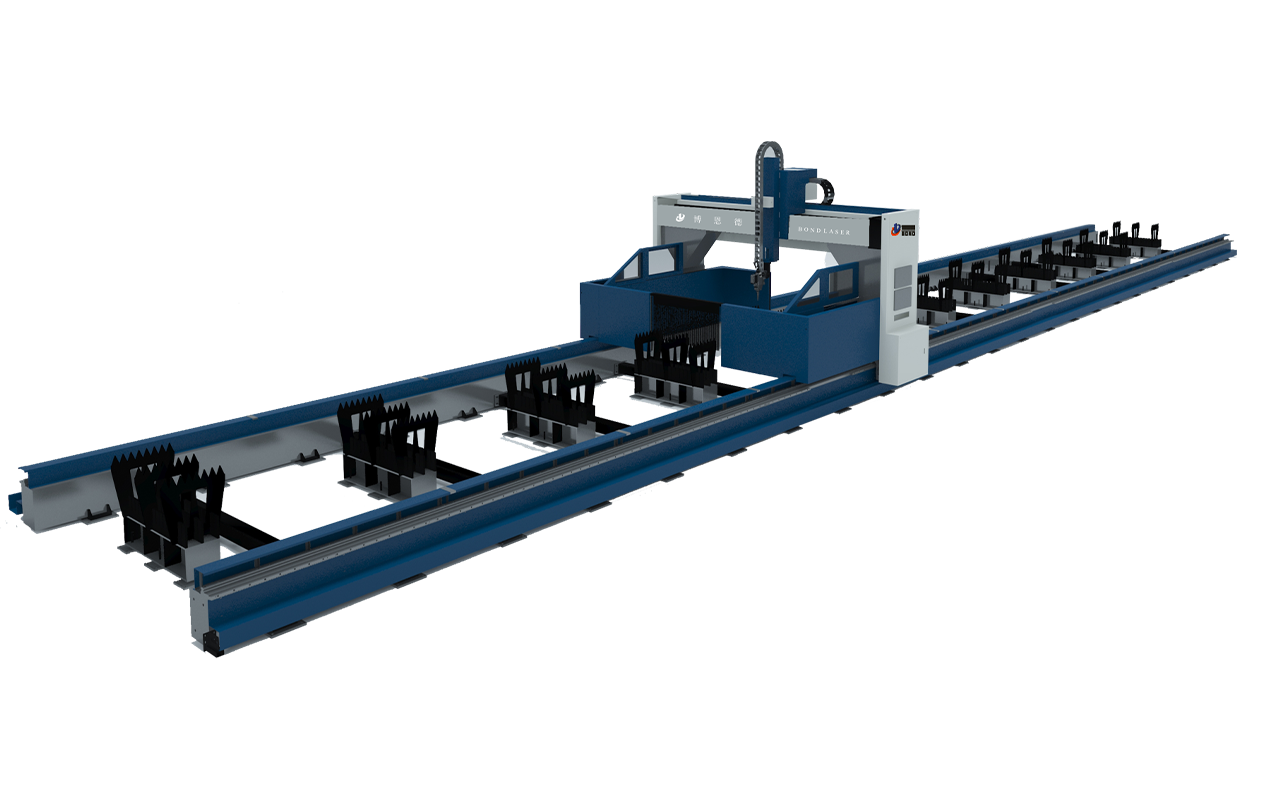
三维五轴型钢光纤激光切割机
Stereoscopic steel laser cutting machine
-

双交换光纤激光切割机
Double exchange laser cutting machine
-

大幅面光纤激光切割机
Large amplitude laser cutting machine
-
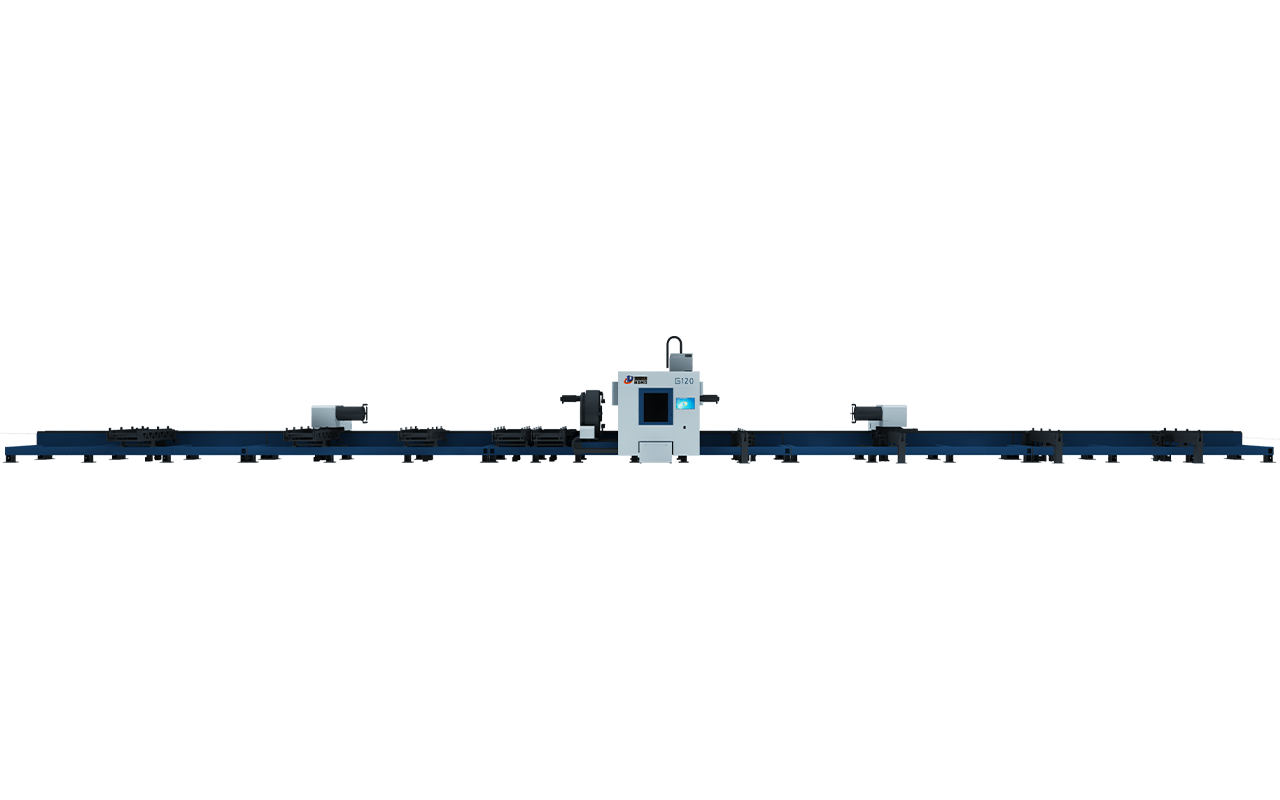
重型管材光纤激光切割机
Heavy duty pipe laser cutting machine
-

轻型管切光纤激光切割机
Light duty pipe laser cutting machine


